
In recent years, more emphasis has been placed on the use of zinc coated steel in the manufacturing of automotive and other durable goods. Galvanized, galvanneal and galvalume steels are increasingly used as a means of improving overall corrosion resistance of critical structural and cosmetic parts and panels. While zinc coated steel offers increased corrosion protection over conventional mild steels, these materials present their own unique processing issues.
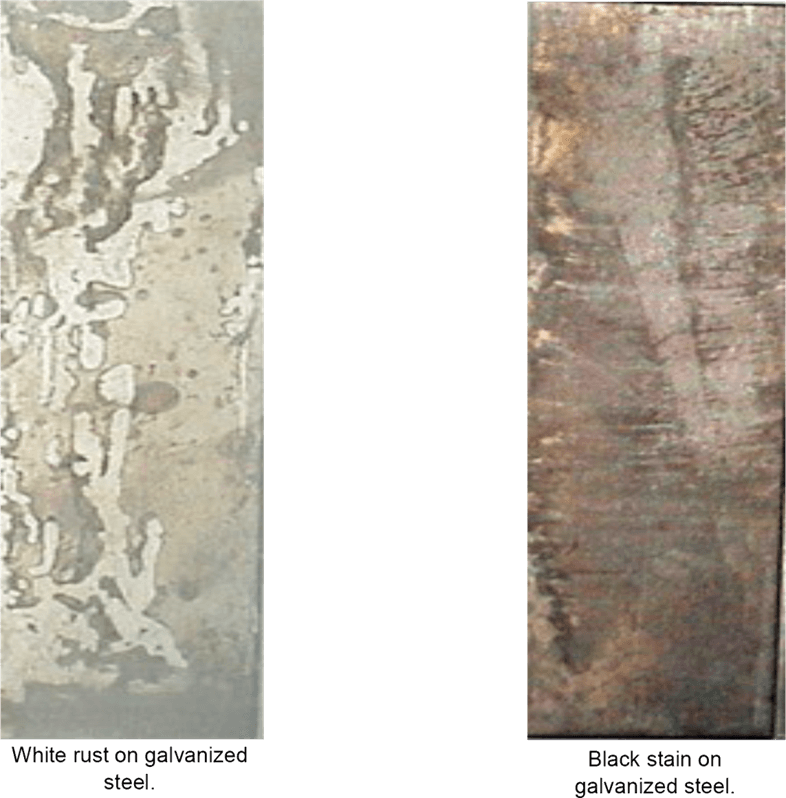
The purpose of the zinc coated steel is to provide a thin, sacrificial and “self-healing” layer of zinc to prevent corrosion of the underlying steel. The zinc forms compounds with air and carbon dioxide which yield a protective, typically white, film on the steel surface preventing further corrosion. This film is often referred to as “white rust” or “wet stain”. In conditions where there is exposure to high sulfur/sulfate levels, a black surface stain may be exhibited. Both stains can be impacted by the quality of the water used to dilute fluids, the way parts are stored, air flow and overall air quality while in storage.
During forming processes, small abrasions to the zinc coated steel can occur which open potential areas for staining to occur. While the film appearance may not impact the structural integrity of the part, it is aesthetically undesirable and implies the protective coating is compromised. Furthermore, these film layers can also interfere with pretreatment and finishing processes. Keeping this in mind, the following factors should be considered when tackling metal-forming of zinc coated substrates:
WATER QUALITY: The water used to dilute the lubricant of choice should be analyzed for any potential characteristics that may contribute to or accelerate zinc staining. Of particular interest would be water of unusually high or low pH, water that is excessively soft, or water that has high levels of sulfate. When in doubt, performing stain testing in a lab or in the plant with lubricant before forming zinc coated steel is recommended.
pH OF THE LUBRICANT: While most synthetic forming fluids are considered comparatively mild regarding skin exposure, zinc coated steel can stain and corrode due to excessive solution pH. Typically, products with pH values in the 7.8-8.4 range are the mildest with regard to reacting with the zinc coating.
STORAGE OF FORMED PARTS: It is common for formed parts to be “nested” or stacked tightly inside each other in containers. While common, it is a condition that fosters and accelerates the potential for white rust. Minimizing water left on the parts (i.e. via air knives), storing parts in a manner which allows for drainage of excess fluid, and allowing for air flow between parts can all help minimize zinc staining and corrosion potential. In general, shortening the time parts are in storage and taking steps to minimize temperature and humidity fluctuations will benefit surface appearance.
SELECTION OF LUBRICANT: The selection of lubricant is especially important when zinc coated steel is involved. There is still wide use of mineral oil based lubricants on these forming applications due to the protective layer of oil deposited on the steel during and after forming. While there is a light protective coating imparted to the formed part, this water-displacing residue impacts subsequent pretreatment and waste treatment processes in the plant. Basic plant cleanliness and scrap material recycling are also impacted due to the oily films left behind. IRMCO FLUIDS® 313 series of synthetic forming fluids were developed to address these issues in manufacturing and have enjoyed steadily growing use since their introduction.

As zinc coated steel continues to expand in use in automotive applications, IRMCO’s 313 series of fluids will find increased utility. By replacing the oil based chemistries, the 313 series products are easier to weld through, lessening the impact on finishing and waste treating processes. Contact your IRMCO® representative today to find out more or contact us at sales@irmco.com. Contact us to learn more!

